Overview
Our Girth Gear Specialist Team includes a gear engineering specialist who conducts gear inspections based and on the inspection recommendations outlined in the annex of AGMA 6014-B15. Including a visual tooth condition assessment based on AGMA 1010-F14.

Utilizing the E2905 method our girth gear specialist team provides comprehensive girth gear risk assessments and can make asset management recommendations when need, helping our customers make informed condition based decisions. The total time to clean & inspect a large 40’ SAG mill gear is under 8 hours.
Girth Gear Specialist Team includes an gear engineering specialist who conducts gear inspections based and on the inspection recommendations outlined in the annex of AGMA 6014-B15. Including a visual tooth condition assessment based on AGMA 1010-F14.
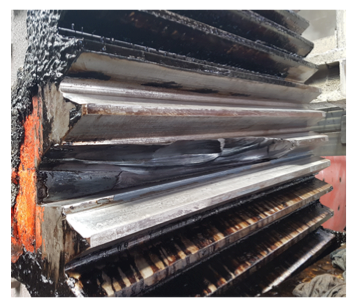
Girth gear cleaning program is in compliance with ASTM E2905 and AGMA 919-1-A14; Condition Monitoring. Safely cleaning a 40’ diameter SAG mill gear under production takes approximately 1 hour
Gear Asset Management
Combining E2905 into our inspections has enabled us to refine our girth gear risk assessments and add clarity to our asset management recommendations helping our customers make informed condition based decisions.
See a list of our engineering services here.
Girth gear asset management is a difficult but critical task at many mine sites, cement plants, lime plants, and paper mills. Mill and Kiln shutdowns are always very costly and girth gearing lead times are long, but large girth gears and pinions are very expensive and thus spare inventory time and inventory quantity need to be kept low. In order to manage these assets many sites employ condition based monitoring techniques which require periodic inspection and assessment.
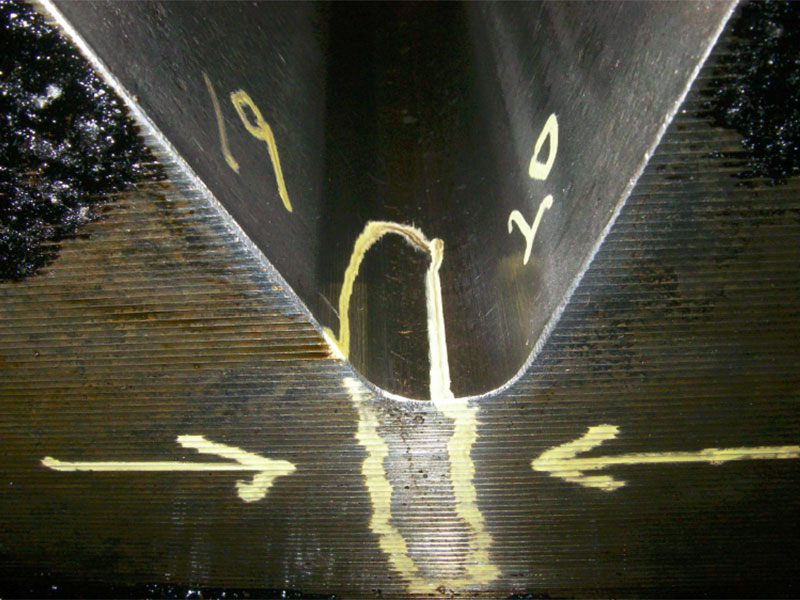
Our gear engineering team often conducts gear inspections and risk assessments based on the inspection recommendations outlined in the annex of AGMA 6014. Part of this inspection is a visual and photographic inspection of the teeth, recording damage in accordance with the terminology outlined in AGMA 1010-F14. With the introduction of ASTM E2905 an improved cleaning and tooth inspection method is available that quickly detects and accurately maps surface breaking indications and cracks on gear teeth. Inspections per ASTM E2905 are powerful standalone inspections, but when combined with classic inspections per the inspection recommendations in AGMA 6014 the result is a complete snapshot of the girth gear system’s condition. Cleaning and inspection times for a 10m mill gear drive is seven hours.
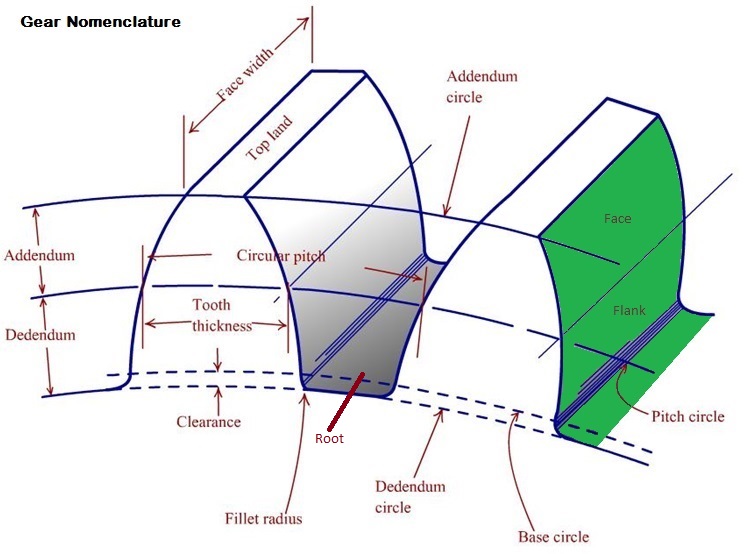
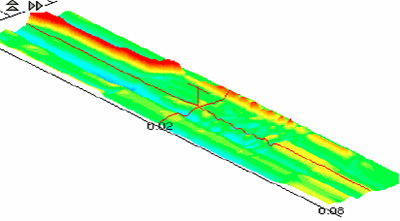
Inspections per ASTM E2905, penetrate just below the surface of ferrous materials to accurately detect cracking, macro-pitting, and subsurface precursor macro-pitting damage. The inspection probe covers the entire tooth height from tip to root and when scanned covers the entire tooth flank in a fraction of the time of traditional tooth flank inspections requiring less downtime. The output of a scan is a three dimensional color map which is read live to quickly identify significant indications or cracks, each scan is also archived for later retrieval and analysis. While conducting the scans we are also conducting a visual inspection identifying, categorizing, and characterizing tooth surface indications, cracks, and distress. When an indication of significance is identified by E2905 it is then accurately sized; visualized using MPI; and documented through photography. Accurately sizing significant indications or cracks utilizing E2905 enables operational impact analysis and damage monitoring. The recorded scans are also useful in establishing baseline tooth condition and through consecutive inspections monitoring wear and damage trends.
Insurance companies have now accepted this standard. E2905 is recognized in AGMA 919-1-A14 Condition Monitoring as an accepted method for gear inspection. This practice standardizes the cleaning and use of this non-destructive testing approach for large girth gear and pinion inspections, delivering consistency, efficiency and standardization, a service valued worldwide.
Benefits of E2905
Fast Turnaround: The total time to clean & inspect a large 40’ SAG mill gear is under 8 hours.
Greater Probability of Detection (POD): Inspections per ASTM E2905, penetrate just below the surface of ferrous materials to accurately detect cracking, macro-pitting, and subsurface precursor macro-pitting damage. The inspection probe covers the entire tooth height from tip to root and when scanned covers the entire tooth flank in a fraction of the time of traditional inspections.
Results Visualized: The output of a scan is a realtime 3D color map which is used quickly identify significant indications or cracks, each scan is also archived for later retrieval and analysis. The recorded scans are also useful in establishing baseline tooth condition and through consecutive inspections monitoring wear and damage trends.
Traditional vs E2905
| Magnetic Particle / Dye Penetrant | E2905 | |
|---|---|---|
| Cleaning | 10-12 hours | 1 hour |
| Inspection | 20-30 hours | 8 hours |
| Report | Paper | Full Electronic Backup |
| Crack Sizing | No | Yes |
| Total Time for Inspection | 25 – 35 hours | 8 hours |
| Compliance with ASTM E2905 | No | Yes |
Read more about the advantages of:
- E2905 vs Magnetic Particle & Dye Penetrant Examinations
- E2905 vs Ultrasonics
- E2905 vs Eddy Current Method
Comprehensive Reports
Crack detection of mill gear drives is important from an insurer’s business interruption perspective. However, presentation is everything and so is visualization – particularly when the maintenance personnel are trying to explain a problem (or lack of a problem) to management.
- With 2D and 3D dimensional isometric displays, the defect can be seen electronically as it is on the gear flank and root surface.
- All of the data is electronically archived for future trending.
- This improves inspection reliability by reducing reliance on the inspector.
- This process provides comprehensive and accurate inspection data. This is very important in determining the integrity of the gear set.
- The main advantages are – not only can the defects be characterized, they can also be sized accurately faster and more effectively than other methods.
- The whole depth of a tooth including the root can be scanned in one pass. This method will benefit both the manufacturing and the aftermarket service sectors.
- Insurance companies have acknowledged the benefits of this method and some are now requesting their clients to inspect to E2905.
- This method provides real-time mapping of the inspected region, facilitating data interpretation, improving Reliability and Probability of Detection (POD).
All of this helps in minimizing catastrophic failures, resulting in reduced maintenance costs and increased uptime.
Savings from E2905 vs. Traditional Inspection Methods
Potential Increased Production Revenue obtained from Using E2905 Method compared to Magnetic Particle and Dye Penetrant Methods
Example Production Revenue Calculator
| Inputs | % | |
|---|---|---|
| 0.4 | Grade % Cu | |
| 0.015 | Grade % Mo | |
| 1000 | Tonnes per Hour | |
| 85 | Recovery – Copper | |
| 65 | Recovery – Moly | |
| 95 | Mill Availability | |
| 3 | Assumed Price of Copper ($/lb.) | |
| 11 | Assumed Price of Moly ($/lb.) | |
| 0.97 | Payable Pounds Factor | |
| Outputs | $497,317 | Revenue $ Copper per day (24 hour) |
| $53,909 | Revenue $ Moly per day (24 hour) | |
| Total | $551,226 | Revenue $ Copper / Moly per day (24 hour) |
| $20,722 | Revenue $ Copper per hour | |
| $2,246 | Revenue $ Moly per hour | |
| $22,968 | Revenue $ Copper / Moly per hour | |
| Total | $689,033 | Lost production revenue total based on 30 hrs cleaning and inspection using Magnetic Particle and Dye Penetrant methods. |
| Total | $183,472 | Lost Revenue total based on 8 hrs cleaning and inspection using E2905 program. |
| Savings | $505,291 | Recovered production revenue for customer using E2905 program |
| Savings | 73% | More production revenue using E2905 program. |

